

1.Introdução
As empresas estão constantemente na busca para ganhar competitividade utilizando ferramentas já consagradas como armas para vencer a concorrência, Eckes (2011). Os combustíveis que eram utilizados no século passado para o aquecimento do vidro, era o óleo combustível BPF que é muito poluente e com o passar do tempo, o gás natural foi tendo uma maior oferta no mercado (ele representa em média 25% do valor do produto final). O gás natural é um combustível menos poluente e apresenta uma maior estabilidade de temperatura no processo vidreiro garantindo a qualidade do produto final (Abravidro, 2016). O gás natural proporciona uma combustão limpa, isenta de agentes poluidores, ideais para processos que exigem a queima de contato direto com o produto final (PETROBRAS, 2017).
Entre os anos de 2014 e 2015 o gás natural teve um aumento significativo no seu valor, após ser destinados a usinas termoelétricas, acionadas para compensar a redução do nível de água nos reservatórios das hidroelétricas. E com isso se faz necessário as empresas buscar oportunidade de redução no custo de sua cadeia produtiva identificando cada ponto em buscar de um melhor aproveitamento de seus insumos.
Este trabalho tem como objetivo geral aplicar a ferramenta DMAIC para reduzir o consumo de uma fonte de energia não renovável (Gás Natural) do refino da produção de embalagem de vidro e garantir uma boa operação sem comprometer a qualidade do vidro. Para atingir o objetivo geral proposto foram estabelecidos os seguintes objetivos específicos: apresentar a metodologia DMAIC; criar uma base de dados para medições; fazer aplicação do método DMAIC; testar hipótese e utilizar a melhor alternativa através da análise dos dados e apresentar resultados com a aplicação do método.
2.Referencial teórico
2.1Embalagens de vidro
A embalagem de vidro é a única feita com material puro e mantém intocadas as características de sabor, pureza e qualidade de tudo que é armazenado nela. E leva grande vantagem em relação a outras embalagens de outros materiais (CICLO VIVO, 2013).
2.2 Processo de refino
O refino faz parte do processo de produção de embalagem de vidro. Localiza-se após a fundição da matéria prima no forno e antes da formação do produto nas linhas de produção formatando, e realizando o acabamento do produto final. O refino tem uma extensão de 30 metros e é construído em uma estrutura metálica com pedras isolantes refratarias. É responsável por manter o controle de temperatura do vidro, condicionando o mesmo ao sai do forno em estado líquido a 1600°C e o entrega as máquinas de formação com a temperatura de 1200°.
2.3 Lean Six Sigma
Lean Manufacturing (Manufatura Enxuta ou Produção Enxuta), surgiu na Toyota no Japão pós-Segunda Guerra Mundial. Por Sakichi Toyoda, que encabeçou as operações de manufatura de automóveis entre 1936 e 1950. Inicialmente muitas empresas enxergavam apenas a área de produção. Atualmente a filosofia Toyota aplicada a todas as dimensões dos negócios de uma organização (LEAN INSTITUTE BRASIL, 2017).
O Six Sigma (ou seis sigmas) é uma estratégia de gerenciamento de negócios originalmente desenvolvida pela Motorola, USA em 1981. Esta metodologia é aplicada em muitas áreas da indústria e apresenta uma tendência muito forte em áreas transacionais (JUNQUEIRA, 2016).
2.4 DMAIC
O método DMAIC tem como proposta a de reduzir variações, principalmente em processos de fabricação. O DMAIC tem funções similares aos seus antecessores na resolução de problemas de fabricação, tais como o PDCA (DE Mast; Lokerbool, 2012). O DMAIC visa a melhoria do processo por meio da seleção correta de projetos e com etapas direcionadas para a solução de problemas dispostas de forma cíclica e continua contribuindo no processo de melhoria continua. A integração de diversas ferramentas as fases do DMAIC contribuindo para estruturar um método sistemático e disciplinado, capaz de promover a redução de taxas de defeitos e falhas no produto e/ou processos nas organizações (Santos, 2013; Carvalho; Paladini, 2005). Matos (2003) menciona que a abordagem passo a passo, definida através de etapas, a caracterização do problema e o entendimento das características críticas para qualidade (CTQ) são os principais fatores para o seu processo.
2.4.1 Define (Definir)
Nesta etapa o principal objetivo é identificar os pontos críticos do processo como: custo por desperdício, reclamação de cliente e etc. então para iniciar temos que utilizar a carta de Project Charter (carta de processo) que é um documento formal para realizar o estudo racional no projeto (Werkema, 2013). A carta deve conter importantes informações que envolve esclarecimentos de resultados que vai ser procurado estabelecendo, metas, planos e etc.
2.4.2 Mensure (Medir)
O principal objetivo é o levantamento de dados históricos e a análise do sistema de medição das varáveis de saídas (Matos, 2003). Os dados são essenciais para validar e quantificar o problema, definições de prioridades e tomada de decisões.
2.4.3 Analyze (Analisar)
É realizado a identificações das variáveis que afetam o processo, onde é necessário a descobertas da causa do problema e o aprofundamento dos detalhes. A determinação das causas raízes na coleta de dados e também é possível identificar algumas diferenças no desempenho real e dom planejamento (SANTOS, 2006).
2.5 Regressão Simples
Na estatística regressão linear é uma equação para se estimar um valor esperado de uma variável Y, dados os valores de algumas outras variáveis X. Uma regressão linear simples utiliza sempre que precisamos de um modelo para predizer uma saída. Ambas entradas e saídas devem ser continuas (BUSSAB 2014).
As variáveis podem ser independentes e dependentes.
Variável independente (X’s): também chamadas de variáveis preditoras ou explicativas.
Variável dependente (Y’s): também chamadas de resposta ou saída (que estamos tentando predizer).
A regressão fornece uma função que relaciona as variáveis X e Y.
Uma variável Preditora (X), uma vaiável dependente (Y), coeficiente angular (B0) e o coeficiente angular (B1) (BUSSAB 2014).
A equação: Y= B0 + B1X
Correlação: é a medida do grau de relação entre duas variáveis de “r”.
“r” é o coeficiente de correlação de Pearson (BUSSAB 2014).
R square ou “r²”: é o coeficiente de determinação ou explicação mede o % de da variação de Y que é explicada pela variação de X.
Os valores de R podem ir de -1 a 1.
R = 1 Significa uma correlação perfeita positiva entre as duas variáveis.
R = -1 Significa uma correlação negativa perfeita entre as duas variáveis – Isto é, se uma aumenta a outra sempre diminui.
Abusos de regressão:
Extrapolação: tenta predizer respostas para as variáveis de valores que estejam significantes fora do range de dados estudados.
Generalização: inserir coisas sobre a população, usando dados não representativos.
Causação: assumir que X causa Y, somente tendo a análise de regressão como base (BUSSAB 2014).
2.6 Teste de Hipótese
Teste de hipótese é um método para verificar a validade ou não de uma hipótese. É um procedimento estatístico baseado na análise de uma amostra, através da teoria de probabilidade, usados para avaliar determinados parâmetros que são conhecidos numa população. No teste de hipótese nos permite gerenciar a incerteza corretamente, ser mais objetivo, confirmar ou rejeitar hipóteses e controlar o risco de tomar decisões ou conclusões.
O 2 sample T analisa duas medidas diferentes (população ou amostras) que se apresentam diferenças significativas que são dados contínuos (LARSON 2014).
H0 é a hipótese nula.
Há ou H1 é a hipótese alternativa.
A hipótese nula é a que assumimos como verdade para a construção do teste. Caso prove o contrário então rejeitamos a hipótese nula (LARSON 2014).
Erros tipo I e II
Erro tipo I é o risco alfa, risco do produtor, o risco de rejeitar a hipótese nula e tomar uma ação quando não é necessário.
Erro tipo II é o risco beta que causa o risco externo, o risco de não rejeitar a hipótese nula quando deveria e não tomar uma decisão quando necessário.
O P-Value é a possibilidade de estar errado ao se rejeitar a hipótese nula, ao rejeitar o P-value é a possibilidade de cair no erro tipo I é o valor de alfa critico em que é rejeitada a hipótese nula.
O valor do P-value for 0,30 isto diz que temos 30% de chance de estar errado. Este é o risco (LARSON 2014).
2.7 Improve (Implementar)
Define-se a intervenção para redução do nível de anomalias do processo. Segundo Santos (2006), a garantia de um melhor processo é associada a solução que seja capaz de eliminar e prevenir a ocorrência de problemas.
Análise de alternativas;
Plano de Ação;
Mudanças e melhorias no processo (Plano de Melhoria).
2.8 Control (Controlar)
A confirmação da implantação da melhoria, a resolução do problema, a validação dos benefícios alcançados, as alterações necessárias aos procedimentos e instruções de trabalho, a implementação de ferramentas de controle e por fim, a auditoria do processo e o monitoramento do desempenho (Matos, 2003). Também é recomendável técnicas de coleta de dados (SATOLO et al., 2009).
3.Metodologia
3.1 Tipo de estudo
O estudo acontece de forma descritiva, onde se registra, analisa os fenômenos e características sem a interferência do pesquisador e relaciona o processo. Feito o estudo de caso e as análises entre duas variáveis. Todos os gráficos dos dados foram gerados com software Minitab e Excel.
3.2 A Empresa
A Planta Recife faz parte das mais de 80 fabricas no mundo, com 100 anos de existência é a maior produtora de embalagem vidro do planeta a cada 2 garrafas no mundo 1 é da empresa estudada. O estudo feito em uma parte do processo de refino de vidro para produção de embalagens de vidro.
3.3 Analise dos dados
Dados são coletados de forma primitiva porque não existe um histórico, criou-se um histórico mínimo de 6 meses para criação de uma base de dados para início do estudo. A seguir no fluxograma 1 apresento o fluxo do processo de análise de dados.
Fluxograma 1 – Etapas do processo de análise de dados
3.4 O Processo da cadeia produtiva
A seguir o fluxograma 2 apresenta o processo produtivo de embalagem de vidro desde a matéria prima a expedição do produto acabado.
Fluxograma 2 – Etapas do processo produtivo

4 Estudo de Caso
4.1.1 Define (Definir)
Compreender os elementos dos princípios de um projeto, as funções e responsabilidades relacionadas para o desenvolvimento do projeto e entender o nível de definição necessária para a seleção do projeto.
Na carta de projeto (ver anexo A), identifica-se os princípios para um projeto.
4.1.2 Measure (Medir)
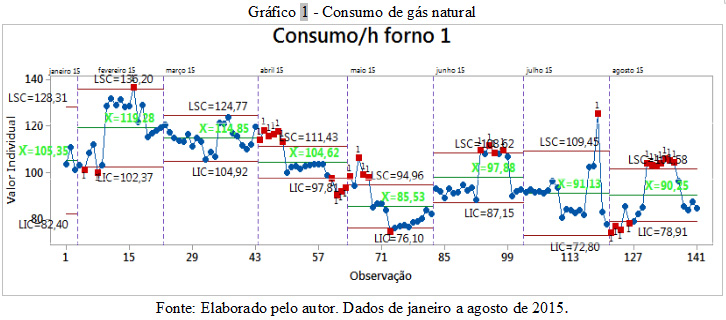
O planejamento do levantamento dos dados foi feito de forma primaria. Como o estudo estatístico necessita de um baseline e não tínhamos então iniciou-se a medição por seis meses antes de tomar-se qualquer decisão. Uma parte chave six sigma é aprender a medir entre variabilidade e Tendência Central.
A seguir no gráfico 1, tem-se os dados obtidos no período de janeiro a agosto de 2015, para criar a base de dados.
No gráfico 2, a seguir, suponha-se que quanto maior a extração menor vai ser o consumo de gás natural.

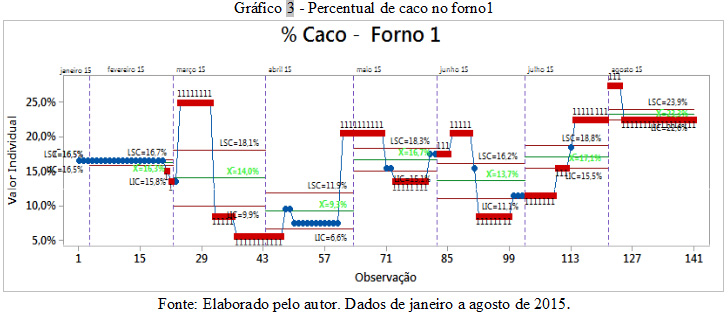
No gráfico 3, a seguir, suponha-se que quanto maior o percentual (%) de caco menor será o consumo de gás natural.
4.1.3 Analyze (Analisar)
A fase analisar iniciou-se com o teste de hipótese e é um método para verificar a validade ou não de uma hipótese.
Realizou-se 2 sample T que é analisar duas medidas diferentes: Se apresenta diferenças significativas e se os dados são contínuos ou são dados categóricos.
Teste de Hipótese:
Hipótese 1 (H0)
Extração do forno 1 afeta o consumo do gás natural do refino?
A seguir o gráfico 4 tem-se o relatório dos dados da extração diária do refino.

Na Hipótese 1 (H0) os dados são normalizados e com um bom intervalo de confiança. Então esta hipótese é válida e os dados são contínuos.
• Hipótese 2 (H0)
Percentual (%) de caco do forno 1 afeta o consumo do gás do refino?
A seguir o gráfico 5 apresenta o relatório do percentual de caco de vidro utilizado para a fundição da matéria prima.

Na hipótese 2 (H0) os dados não são normais. Quando isso acontece diz-se que é um dado categórico, podemos entrar no erro tipo I (Risco alfa) e o intervalo de confiança muito baixo, então descarta-se esta hipótese.
Na hipótese I utiliza-se a correlação para medir o grau de relação entre duas variáveis X e Y através de R (coeficiente de Pearson).
X – variável independente (Preditora): Extração.
Y- Variável Independente: Consumo de gás natural.
A seguir, o gráfico 6 apresenta a correlação de Pearson das variáveis de consumo/ e extração/diária.

Correlação: Consumo/h; Extração/Diaria
Correlação de Pearson de Consumo/h e Extração/Diária = -0,578
Valor-P = 0,000
Sumário do Modelo
|
S |
R2 |
R2(aj) |
R2(pred) |
|
12.3299 |
33,41 % |
32,93 % |
30,92 % |
Equação de Regressão
Consumo/h = 183,28 – 0,7982 Extração/Diária
O resultado de R foi de -0,578 e isso prova que ele é negativamente perfeito. O gráfico mostra que quanto mais aumenta-se a extração o consumo de gás natural tende a diminuir.
A extração é responsável por 60% das principais causas dos efeitos no consumo de gás natural. Existem outros fatores que também tem forte influência no consumo como cita-se no Diagrama de Ishikawa na figura 1 a seguir.

4.1.4 Improve (Implementar)
A partir das análises feitas iniciou-se as ações como mostra o quadro 1, de planos de ação a seguir.
|
N |
Ação macro |
Responsável |
Prazo |
Status |
Comentários |
|
1 |
Definir mapa futuro do projeto |
Funcionário 1 |
10/04/2015 |
O |
Em execução |
|
2 |
Instalação do medidor no Refino Forno |
Funcionário 2 |
20/04/2015 |
O |
Em Compra |
|
4 |
Limpeza dos Queimadores do Refino do forno |
Funcionário 1 |
28/04/2015 |
O |
Em manutenção |
|
5 |
Ajuste de Dampers |
Funcionário 3 |
20/04/2015 |
O |
Ok |
|
6 |
Ajuste da melhor condição do gás |
Funcionário 2 |
14/04/2015 |
O |
Esperando Instalação |
|
7 |
Buscar maior extração no refino |
Funcionário 3 |
20/04/2015 |
O |
Ok |
|
8 |
Ajuste de melhor resfriamento no Refino. |
Funcionário 3 |
19/04/2015 |
O |
Ok |
4.1.5 Control (Controlar)
Após a implantação das melhorias com sucesso, passou-se a ter um melhor controle do processo com melhores resultados. Reduziu-se satisfatoriamente a média de consumo de gás natural que era de 103,39ton no período de janeiro a agosto de 2015, para 94,07ton no período de janeiro a agosto de 2016, como mostra o gráfico 7, a seguir.

4.2 Resultados
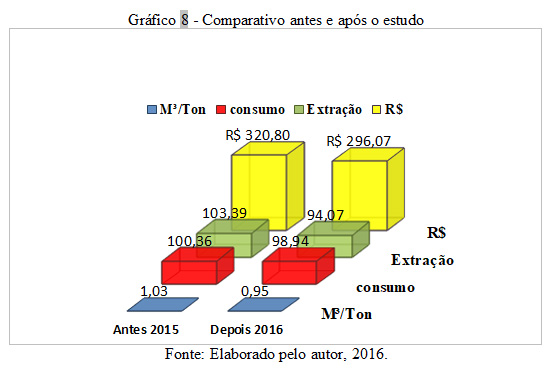
A análise feita após o plano, mostra uma redução no consumo de gás natural. O custo com o consumo após o estudo mostrou uma redução. No período da coleta dos dados entre janeiro a agosto de 2015, o custo da extração era de R$ 320,80 e no ano seguinte no mesmo período de janeiro a agosto de 2016 foi de R$ 296,07, um ganho financeiro de a 8%, e a relação de consumo de gás natural (M³) por tonelada extraída também é menor. O estudo mostra quanto mais a extração aumenta, o consumo tende a diminuir, confirmando a eficácia do estudo com a utilização da metodologia DMAIC.
O gráfico 8, a seguir demonstra a comparação entre os dois períodos:
5 Conclusão
Neste artigo, apresentou-se um estudo da ferramenta DMAIC para redução de gás natural no processo de refino na produção de embalagem de vidro.
No início criou-se um histórico de dados do consumo de gás, após ter uma base de dados, fizemos a aplicação do método DMAIC.
Com a análise dos dados coletados, iniciou-se o teste de hipótese utilizando duas variáveis de suposição: Extração de matéria prima e Percentual de Caco. Identificou-se a extração como melhor alternativa por apresentar seus dados normalizados. Por vez a extração tem o maior impacto no consumo de gás natural. Identificou-se outras variáveis que impactam no processo como: interferência do ambiente externo, falta de controle do consumo e etc.
O estudo proporcionou uma melhora no processo de refino com a utilização do método DMAIC.
Um resultado satisfatório foi o ganho financeiro de 8% na operação do refino e também uma redução do consumo de gás natural por tonelada extraída. O objetivo do estudo foi alcançado reduzindo o consumo de gás natural no processo de refino de forma eficiente e a possibilidade de aplicar em projetos futuros o aprendizado desta experiência.
Outrossim, sugere-se estudos futuros que possam mensurar o impacto no processo de refino de variáveis como a interferência do ambiente externo, falta de controle do consumo.
Referências
ABRAVIDRO. ASSOCIAÇÃO BRASILEIRA DE DISTRIBUIDORES E PROCESSADORE DE VIDROS PLANOS. Produzindo mais… e gastando menos. São Paulo, 2016. Disponível em: <http://abravidro.org.br/produzindo-mais-e-gastando-menos/>. Acesso em: 17 mar. 2017.
BUSSAB, Wilton de Oliveira: MORETTIN, Pedro alberto. Estatística básica. São Paulo: Saraiva, 2014.
CARVALHO, Marli Monteiro de; PALADINI, Edson P. Gestão da qualidade: teoria e casos. Rio de Janeiro: Elsevier, 2005.
CICLO VIVO. Vida sustentável: 6 benefícios do uso do vidro como embalagem. São Paulo, 2013. Disponível em: <http://ciclovivo.com.br/noticia/6-beneficios-do-uso-do-vidro-como-embalagem/>. Acesso em: 29 mar. 2017.
DE MAST, J.; LOKKERBOL, J. An analysis of the six sigma DMAIC method from the perspective of problem solving. International Journal of Production Economics, Hershey, v. 139, p. 604-614, 2012.
ECKES, George. A revolução seis sigma: o método que o levou a GE e outras empresas a transformar processos em lucro. Rio de Janeiro: Campus, 2011.
JUNQUEIRA, Luiz. Lean construction na pratica: Lean constrution e gestão na construção civil. São Paulo 2016. Disponível em: < https://leanconstruction.wordpress.com/2010/03/15/o-que-e-lean-six-sigma> . Acesso em 22 mar 2017.
LARSON, Ron; FARBER , Betsy. Estatística aplicada. São Paulo: Pearson, 2014.
LEAN INSTITUTE BRASIL. Perguntas frequentes. São Paulo, 2017. Disponível em: <http://www.lean.org.br/perguntas_frequentes.aspx> . Acesso em: 25 mar 2017.
MATOS, Jorge da Luz. Implementação de um projeto de melhorias em um processo de reação química em batelada utilizando o método DMAIC. 2003. 126 p. Dissertação (Mestrado em engenharia de produção)–Universidade Federal do Rio Grande do Sul, Porto Alegre, 2003. Disponível em: <http://www.lume.ufrgs.br
/bitstream/handle/10183/3711/000403325.pdf?sequence=1>. Acesso em: 10 abr. 2017.
PALADINI, Edson Pacheco. Qualidade total na prática: implantação e avaliação de sistemas da qualidade total. São Paulo: Atlas, 2005.
PETROBRAS. Gás natural industrial. Rio de Janeiro, [2017?]. Disponível em: <http://www.petrobras.com.br
/pt/produtos-e-servicos/produtos/industriais/gas-natural-industrial/>. Acesso em: 17 mar. 2017.
SANTOS, Adriana Barbosa. Modelo de referência para estruturar o programa de qualidade Seis Sigma: proposta e avaliação. Tese 312 f. Tese(Doutorado em engenharia de produção)–Universidade Federal de São Carlos, São Carlos, 2006. Disponível em: <http://livros01.livrosgratis.com.br/cp020202.pdf>. Acesso em: 22 fev. 2017.
SANTOS, Cintía Mayra Lacerda dos et al. TQM e seis sigma: uma análise comparativa. Divinópolis – MG, [2013?]. Disponível em: <http://www3.faced.br/wp-content/uploads/2015/11/TQM-E-SEIS-SIGMA-UMA-ANÁLISE-COMPARATIVA-.pdf>. Acesso em: 24 mar. 2017.
SATOLO, E. G.; et al. Análise da utilização de técnicas e ferramentas no programa Seis Sigma a partir de um levantamento tipo survey. Produção, São Paulo, v. 19, n. 2, p. 400-416, 2009.
WERKEMA, Maria Cristina Catarino. Métodos PDCA e DMAIC e suas ferramentas analíticas. Rio de Janeiro: Elsevier, 2013. (Série Wekema de excelência empresarial).
 Antônio Machado de Souza Neto
Antônio Machado de Souza Neto
Possui graduação em administração pela Universidade Federal de Pernambuco (1996) e mestrado em Engenharia de Produção pela Universidade Federal de Pernambuco (2002). Atualmente é professor de graduação e pós-graduação da Universidade Salgado de Oliveira, Graduação da Faculdade Nova Roma (Certificada da FGV), Pós-graduação do MBA da UFPE, Professor da pós-graduação e da graduação da faculdade SENAC. Tem experiência na área de Administração, com ênfase em planejamento de materiais, manutenção, auditoria interna da qualidade (ISO – 9000- 2000), atuando por mais de 20 anos no grupo João Santos, Celulose e Papel de Pernambuco S.A.
Excelente artigo, gostaria de ver o Project Charter.
Poderia me enviar por e-mail ?? Obg!
A Marine Vidros Trabalha com Box de banheiro, Box em Inox com roldanas
aparentes, Guarda-Corpo de Vidro e Inox, Espelhos, Portas e Janelas de
vidro temperado, divisórias de vidro para residências e escritórios,
envidraçamento de sacada, box, vidraçaria em geral.
Atendemos em diversos bairros de são Paulo, com os melhores preços
Veja a local mais próxima, faça uma visita em uma de nossas lojas
Loja Ibirapuera – Rua Vieira de Moraes, 1410 – Campo Belo – fone (11) 5531-1099
Loja Leopoldina – Av. Imp. Leopoldina, 473 – V. Hamburguesa – fone (11) 3835-8549
Loja Jardins – Av. Brig. Faria Lima, 1827 – Jd Paulistano (11) 2589-0354
Loja Morumbi – Av Albert Bartholomé, 477 – Butantã – (11) 3749-9673
Saiba mais no site https://www.marinevidros.com.br/
Central de Vendas Fone (11) 3136-0754 faça contato, solicite seu orçamento